Superhaart Toolmaterial bezitt sech op dat superhaart Material, dat als Schnëttinstrument benotzt ka ginn. Am Moment kann et an zwou Kategorien agedeelt ginn: Diamant-Schnëttinstrumentmaterial a Kubikbornitrid-Schnëttinstrumentmaterial. Et gi fënnef Haaptzorten vun neie Materialien, déi ugewannt goufen oder getest ginn.
(1) Natierlechen an künstlechen syntheteschen groussen Eenzelkristalldiamant
(2) Poly-Diamant (PCD) a Poly-Diamant-Komposit-Scheif (PDC)
(3) CVD-Diamant
(4) Polykristallin Kubesch Bor-Ammoniak; (PCBN)
(5) CVD-Beschichtung mat kubeschem Bor-Ammoniak
1, natierlechen an syntheteschen groussen Eenzelkristalldiamant
Naturdiamant huet eng eenheetlech Kristallstruktur ouni intern Kärengrenz, sou datt d'Schneid vum Werkzeug theoretesch eng atomar Gläichheet a Schärft erreeche kann, mat staarker Schnëttfäegkeet, héijer Präzisioun a klenger Schnëttkraaft. D'Häert, d'Verschleißbeständegkeet an d'Korrosiounsbeständegkeet souwéi d'chemesch Stabilitéit vum Naturdiamant garantéieren eng laang Liewensdauer vum Werkzeug, kënnen e laangt normalt Schnëtt garantéieren an den Impakt vum Werkzeugverschleiß op d'Genauegkeet vun den veraarbechten Deeler reduzéieren. Seng héich Wärmeleitfäegkeet kann d'Schnëtttemperatur an d'thermesch Deformatioun vun den Deeler reduzéieren. Déi fein Eegeschafte vum natierleche grousse Eenkristalldiamant kënnen déi meescht Ufuerderunge vum Präzisiouns- an Ultrapräzisschnëtt fir Werkzeugmaterialien erfëllen. Och wann säi Präis deier ass, gëtt en ëmmer nach als dat ideal Präzisiouns- an Ultrapräzis-Werkzeugmaterial unerkannt a kann wäit verbreet an der Veraarbechtung vun Atomreaktoren an aner Héichtechnologie am Beräich vu Spigelen, Rakéiten a Rakéiten, Computer-Festplattensubstrater, Beschleuniger-Elektronenkanoun-Superpräzisiounsbearbechtung, an traditionellen Auerdeeler, Bijouen, Bicen, Präzisiounsveraarbechtung vu Verpackungsmetalldekoratioun, etc. benotzt ginn. Zousätzlech kann en och fir d'Produktioun vun Ophthalmologie, Gehirchirurgie-Skalpellen, ultradënne biologesche Klingen an aner medizinescht Instrumenter benotzt ginn. Déi aktuell Entwécklung vun der Héichtemperatur- an Héichdrocktechnologie erméiglecht et, e groussen Eenzelkristalldiamant mat enger bestëmmter Gréisst ze preparéieren. De Virdeel vun dësem Diamant-Toolmaterial ass seng gutt Gréisst, Form a Konsistenz, déi bei natierlechen Diamantprodukter net erreecht gëtt. Wéinst dem Manktem u groussen Naturdiamanten, dem héije Präis an dem syntheteschen Eenzelkristall-Diamant-Toolmaterial mat groussen Deelercher an der ultrapräziser Schnëttveraarbechtung als natierlechen Ersatz fir grouss Eenzelkristalldiamanten, wäert seng Uwendung sech séier entwéckelen.
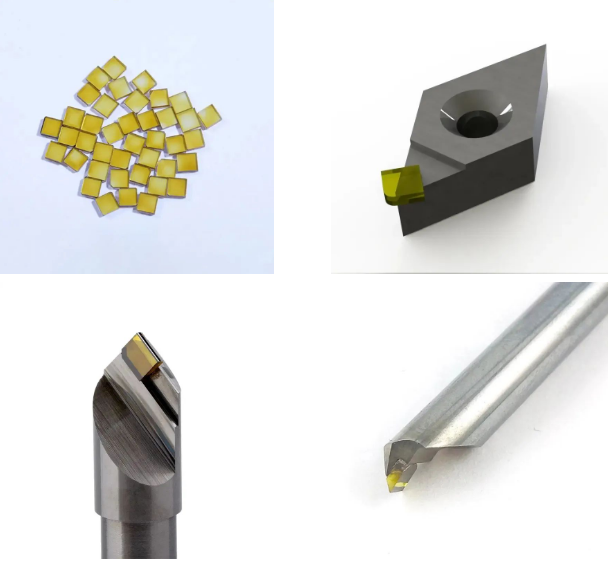
2, Polykristall Diamant (PCD) a Polykristall Diamant Komposit Klingen (PDC) am Verglach mat groussen Eenzelkristall Diamanten als Toolmaterial hunn Polykristall Diamant (PCD) a Polykristall Diamant Komposit Klingen (PDC) déi folgend Virdeeler: (1) Kären onuerdentlech Uerdnung, isotrop, keng Spaltfläche. Dofir ass et net wéi de groussen Eenzelkristall Diamant op verschiddene Kristalloberflächen Stäerkt, Häert
An d'Verschleißbeständegkeet ass ganz ënnerschiddlech, a wéinst der Existenz vun der Spaltfläche ass se brécheg.
(2) huet eng héich Stäerkt, besonnesch d'PDC-Toolmaterial wéinst der Ënnerstëtzung vun der Karbidmatrix an huet eng héich Schlagfestigkeit. Den Impakt verursaacht nëmme kleng Kärebroch, am Géigesaz zu engem groussen Zesummebroch bei Eenkristalldiamanten. Dofir kënne PCD- oder PDC-Tools net nëmme fir Präzisiounsschneiden a gewéinlech Hallefpräzisiounsbearbechtung benotzt ginn. Mee och fir grouss Grobbearbechtung a fir intermittéierend Veraarbechtung (wéi z.B. Fräsen), wat de Gebrauchsberäich vun Diamant-Toolmaterialien däitlech erweidert.
(3) Grouss PDC-Toolblech kann virbereet ginn, fir de Bedierfnesser vu grousse Bearbeitungsinstrumenter wéi z. B. Fräsmaschinnen gerecht ze ginn.
(4) Spezifesch Forme kënne gemaach ginn, fir den Ufuerderunge vun de verschiddene Veraarbechtungsmethoden gerecht ze ginn. Duerch d'Verbesserung vun de PDC-Tool-Billets an d'Veraarbechtungstechnologie wéi elektresch Funken, Laserschneidtechnologie, kënnen Dräieck-, Heringgrat-, Giebel- an aner speziell geformte Klingenbillets veraarbecht a geformt ginn. Fir den Ufuerderunge vun de spezielle Schneidinstrumenter gerecht ze ginn, kënne se och als gewéckelt, Sandwich- a Roll-PDC-Tool-Billets entworf ginn.
(5) D'Leeschtung vum Produkt kann entworf oder virausgesot ginn, an dem Produkt ginn déi néideg Charakteristiken zougewisen, fir sech un seng spezifesch Notzung unzepassen. Zum Beispill kann d'Auswiel vu feinkäregem PDC-Toolmaterial d'Schneidequalitéit vum Tool verbesseren; grobkäregem PDC-Toolmaterial kann d'Haltbarkeet vum Tool verbesseren.
Schlussendlech, mat der Entwécklung vu PCD- a PDC-Toolmaterialien, ass d'Uwendung vu PCD- a PDC-Tools séier a ville Fabrikatiounsindustrien erweidert ginn.
D'Industrie gëtt wäit verbreet agesat fir Net-Eisenmetaller (Aluminium, Aluminiumlegierung, Koffer, Kofferlegierung, Magnesiumlegierung, Zinklegierung, asw.), Karbid, Keramik, netmetallesch Materialien (Plastik, Hartkautschuk, Kuelestoffstangen, Holz, Zementprodukter, asw.), Kompositmaterialien (wéi faserverstäerkt Plastik, CFK, Metallmatrixkomposit MMCs), ze schneiden an ze veraarbechten, besonnesch an der Automobil- an Holzveraarbechtungsindustrie, wou traditionellt Karbid zu enger héichperformanter Alternativ ginn ass.
Zäitpunkt vun der Verëffentlechung: 27. Mäerz 2025





